Индукционная печь для графитизации: тренды и экология?
2026-03-28
содержание
Когда говорят про графитизацию в индукционных печах, многие сразу думают про энергоэффективность и скорость. Но вот что часто упускают — сам процесс графитизации в индукционном поле это не просто нагрев до высоких температур, а сложная трансформация структуры углерода, где малейший перекос в управлении параметрами может привести не к графиту, а к бесполезному полукоксу. Работая с оборудованием, видишь, как многие гонятся за максимальной мощностью, забывая, что для качественной графитизации нужен точный контроль температурного градиента по всему объёму загрузки, а не просто быстрый разогрев. Это первое, с чем сталкиваешься на практике.
Текущие тренды: не только мощность
Сейчас тренд смещается в сторону интеллектуализации управления. Раньше основным показателем была частота и мощность индуктора, сейчас же ключевое — это системы адаптивного регулирования, которые в реальном времени корректируют процесс на основе обратной связи от датчиков температуры и газоанализа. Например, некоторые новые модели, которые мы тестировали, позволяют не просто поддерживать температуру, а управлять фазой графитизации, замедляя или ускоряя её на разных этапах для улучшения кристаллической структуры конечного продукта. Это особенно важно для производства высокомодульного графита, где однородность решает всё.
Ещё один заметный тренд — интеграция систем рекуперации тепла. Индукционная печь сама по себе эффективна, но огромное количество тепла уходит с охлаждающей водой и отходящими газами. Современные установки начинают комплектоваться теплообменниками, которые позволяют использовать это тепло для предварительного подогрева шихты или других технологических нужд. Это не только экономия, но и снижение тепловой нагрузки на цех, что в летний период ощущается сразу.
Но тут есть нюанс. Внедрение таких систем — это всегда баланс между стоимостью, сложностью монтажа и реальной отдачей. На одном из проектов пытались поставить сложную систему рекуперации для печи индукционная печь для графитизации средних частот. В теории экономия должна была быть 15-20%. На практике же из-за неидеальности уплотнений и сложности регулирования потоков реальная эффективность едва достигла 8%, а обслуживание системы добавило головной боли. Опыт показал, что иногда проще и надёжнее направить усилия на оптимизацию самого индукционного нагрева, чем на улавливание остаточного тепла.
Экологический аспект: что скрывается за дымом?
Экология — это не просто фильтр на трубе. Когда речь идёт о графитизации, основной вызов — это летучие соединения. При высокотемпературной обработке каменноугольного пека или других связующих выделяется целый коктейль: фенолы, смолы, лёгкие углеводороды. Старые печи просто отправляли это в атмосферу или на дожиг в факеле. Сейчас нормы жёсткие, и тут индукционная печь даёт интересное преимущество — более контролируемая и, как правило, более замкнутая среда нагрева по сравнению с некоторыми печами сопротивления.
Ключевое решение — это двухэтапная система газоочистки. Первый этап — конденсация тяжёлых фракций, второй — каталитическое или термическое дожигание. Важно спроектировать систему так, чтобы не создавалось избыточное давление или разрежение в рабочем пространстве печи, иначе это повлияет на процесс. Однажды наблюдал, как из-за некорректной работы вытяжки в печь подсасывался воздух, что привело к частичному окислению загрузки и резкому падению качества графита. Пришлось переделывать всю газовую обвязку.
Ещё один момент — пылеобразование при загрузке и выгрузке материала. Современные конструкции стараются максимально герметизировать эти операции, используя шлюзовые затворы и системы аспирации с местными укрытиями. Но в реальных условиях, особенно при ремонте или чистке, пыль всё равно появляется. Поэтому важна не только технология, но и культура эксплуатации — чёткие регламенты на все операции. Без этого даже самое современное оборудование превращается в источник проблем.
Оборудование и реалии: от спецификаций до цеха
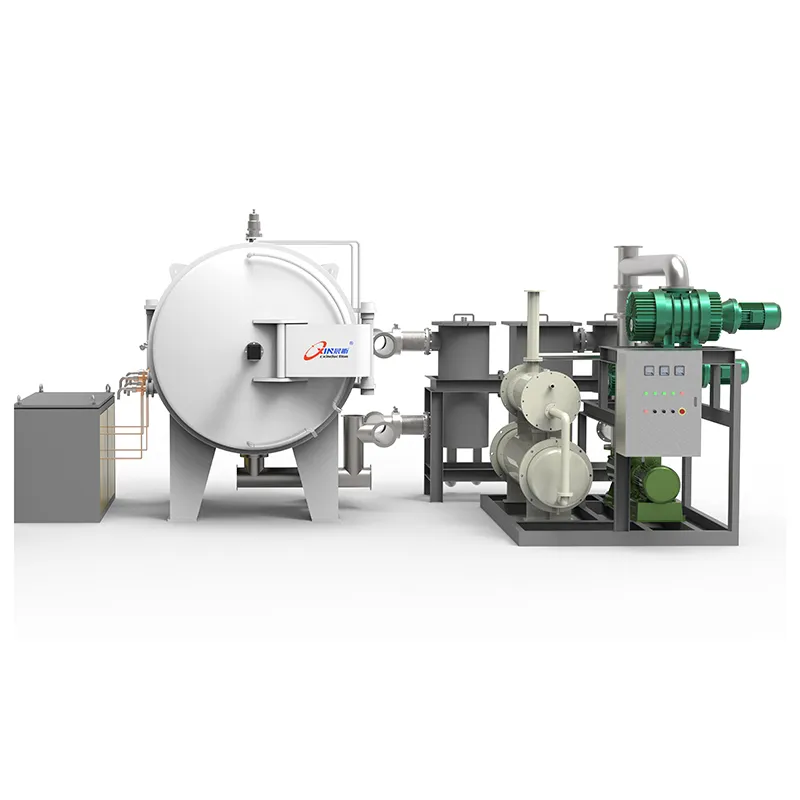
Говоря об оборудовании, нельзя не упомянуть таких игроков, как ООО Чжучжоу Чэньсинь Средних и Высоких Частот Оборудование. Они не просто продают печи, а предлагают решения под конкретную шихту и требуемое качество графита. Заглянув на их сайт https://www.cxinduction.ru, видно, что компания специализируется на исследованиях, разработке, производстве и интеллектуальной модернизации высокотехнологичного термического оборудования. Это важно, потому что готовая печь — это только половина дела. Её нужно грамотно вписать в технологическую цепочку.
Например, их подход к интеллектуальной модернизации — это не пустые слова. Сталкивался с ситуацией, когда на старом производстве стояла индукционная печь с морально устаревшим управлением на тиристорах. Компания предложила не замену печи, а комплексную модернизацию: установку нового инвертора на IGBT-транзисторах, замену системы водяного охлаждения на замкнутую и, главное, внедрение новой системы управления с ПЛК и сенсорной панелью. В результате не только повысилась стабильность процесса графитизации, но и удалось снизить удельный расход электроэнергии почти на 12% за счёт более точного поддержания режима.
Но и здесь есть подводные камни. Любая модернизация — это остановка производства. Нужно точно просчитать сроки и иметь качественный проект, где учтены все мелочи: от новых кабельных трасс до совместимости старого механизма загрузки с новой системой управления. Один промах — и простой затягивается на недели, а это прямые убытки. Поэтому выбор поставщика оборудования — это всегда выбор партнёра, который понимает не только металл и схемы, но и технологию.
Практические сложности и тонкости настройки
В теории всё гладко, но при запуске новой печи для графитизации всегда всплывают нюансы. Один из самых критичных — это калибровка температурных датчиков. В индукционной печи из-за электромагнитных помех обычные термопары могут давать сильные погрешности. Часто приходится использовать специализированные экранированные термопары или даже бесконтактные пирометры, нацеленные на специальные смотровые окна. Но и пирометр нужно правильно настроить, учитывая коэффициент черноты материала, который меняется по ходу процесса от тёмного кокса к светящемуся графиту.
Другая частая проблема — неравномерность прогрева по объёму тигля. Особенно это касается крупногабаритных загрузок. Индуктор греет в основном поверхностные слои, а тепло внутрь передаётся за счёт теплопроводности. Если шихта имеет неоднородную плотность или крупность кусков, могут образоваться холодные зоны, где графитизация не завершится. Борются с этим разными способами: оптимизацией геометрии индуктора, использованием промежуточных выдержек при определённых температурах для выравнивания поля, или даже механическим перемешиванием шихты на ранних стадиях нагрева (если конструкция позволяет).
И конечно, футеровка. Материал тигля и изоляции должен выдерживать не только высокие температуры (до 3000°C для некоторых марок графита), но и химическое воздействие паров и газов, выделяющихся из шихты. Неудачно подобранный графитизированный или углеродный огнеупор может начать активно разрушаться или, что хуже, загрязнять продукт примесями. Подбор футеровки — это всегда компромисс между стойкостью, теплопроводностью и стоимостью. Менять её — долго и дорого, поэтому на этапе проектирования печи этому вопросу нужно уделять максимум внимания.
Взгляд в будущее: куда движется процесс?
Если смотреть вперёд, то помимо дальнейшей автоматизации, я вижу потенциал в более глубокой интеграции моделирования. Уже сейчас некоторые компании начинают использовать цифровые двойники процесса графитизации. На основе данных о свойствах сырья и параметрах печи модель предсказывает не только временные и температурные параметры, но и ожидаемые механические и электрофизические свойства конечного графита. Это позволяет не методом проб и ошибок, а целенаправленно вести процесс под конкретные требования заказчика.
Ещё одно направление — это работа с альтернативными видами сырья. Классический каменноугольный пек — материал не самый экологичный и предсказуемый. Идут эксперименты по использованию синтетических связующих или даже по графитизации различных видов углеродных волокон и отходов. Здесь индукционный нагрев хорош своей гибкостью — можно быстро менять программы нагрева под новый материал. Но это пока больше лабораторные и опытно-промышленные работы.
В конечном счёте, тренды и экология в области индукционной графитизации сходятся в одной точке: это переход от печи как простого нагревательного устройства к печи как части сложной, умной и максимально замкнутой технологической системы. Цель — не просто получить графит, а получить его с заданными свойствами, с минимальными затратами энергии и с нулевым воздействием на окружающую среду. Путь к этому идёт через внимание к деталям, которых в этом процессе бесчисленное множество, и через готовность не просто покупать оборудование, а вникать в его работу и постоянно его совершенствовать вместе с поставщиками, такими как Чжучжоу Чэньсинь. Именно такой подход отличает успешные производства от тех, что постоянно борются с проблемами.